サランネットを張っております
この度、納品した家具の中にスピーカーを設置する部分があります。
もちろん裸でスピーカーを置くわけにもいかないので機材の前には
スピーカーネットを取付けるのでありますが・・・
さりげなく・・・スピーカーネットを製作することは一手間かかるんです。

秋葉原にあるお店
まずは・・・材料調達からっ!
電化製品のことなら天下の秋葉原にお任せッ!と言わんばかりにマニアックな店が並ぶ
一角にスピーカーの専門店なんでしょうか??
ネット販売でも購入できるのですが・・・
何分アナログ人間な物で普段扱わない素材に関しては対面販売でなければ安心できませんッ!

目の前で商品確認ッ!!
スピーカーネット(サランネット)は実に様々な色がありますッ!
この店には余程マニアックな人がたくさん来るのでしょうか??
相当マニアックな部品も陳列されております。
まるでスピーカーには興味の無い私は目的の品物だけゲットして早々に工場に持ち込みます!
木製の枠を製作し、その枠に対してサランネットをピンッ!と張った状態で固定していきます。
この作業が実に・・・難しいッ!
慣れていないとあっちにシワがでたり・・・こっちにシワがでたり・・・
過去、数回スピーカーネットを張る家具があったのですが
出荷前の私の検品ではNGの連発ッ!
何度も張り直したと言う苦い思い出がありましたがッ!今回は違いますッ!!

テキパキと張っていくこの人ッ!
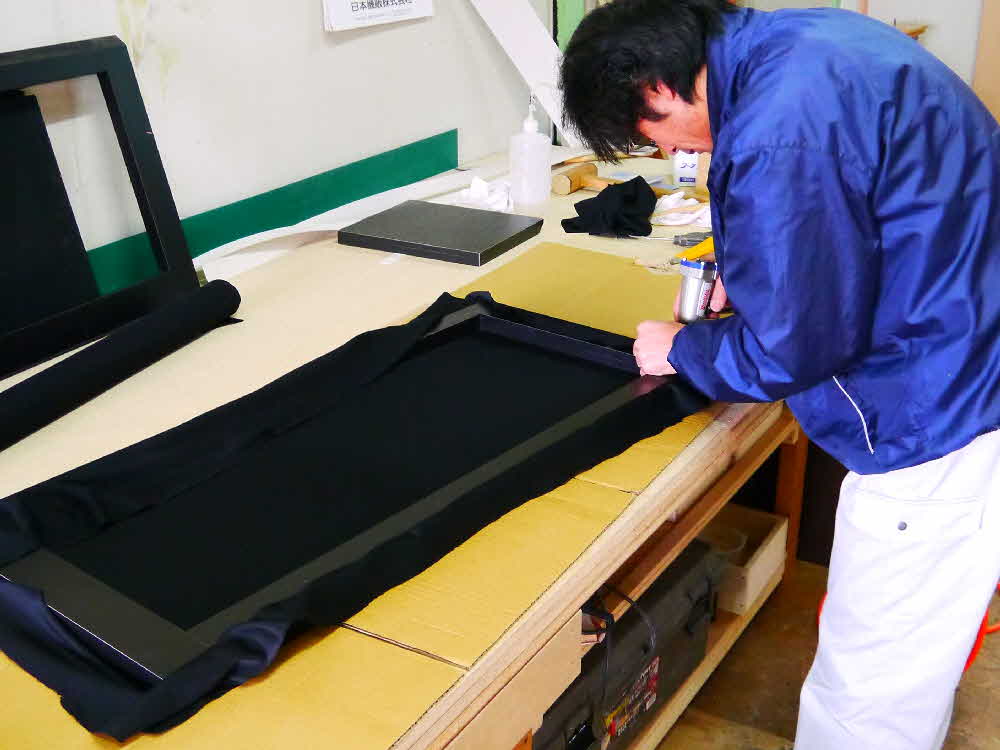
実は・・・元椅子張り職人なんですッ!
なんとも・・・異色の経歴ではありますがッ!
綺麗にネットを張っているこの人は、元椅子張り職人でして縁あって現在家具職人として
モリカグで活躍しております。
しかし・・・こんなところで椅子張りの技術が役に立つとはッ!
思いませんでした・・・
出来上がった品物も一発OKですッ!!
今までの苦労が嘘みたいッ!
そしてッ!!これが完成形の家具全体図でございます。
わかりづらいかな??

会議室に設置した壁面いっぱいの造作家具です

一番上の部分に注目ッ!
ビシッ!と納まっております!
全体の大きさに比べればサランネットの部分なんて大したことないとは思いますが・・・
木製の家具の中に異素材のサランネットがあると意外に目に付く場所なんです!
こういう所をバシッ!と納めたいですよね~
今回は気持ちよく納品させていただきましたッ!
ランキングに参加しています! ワンクリックに御協力お願いします!
![]()
ど~かひとつ!一日ワンクリック!!!お願いします